

Wiebke Breideband
project manager-marketing, Heraeus Noblelight GmbH
Ultraviolet light is often used when contaminated water, air and surfaces need to be disinfected and cleaned safely. The advantages of this technology are that it is extremely economical, reliable and durable, as well as environmentally friendly. Different types of lamps can be used to generate UV light. One variation that has been established on the market for a long time is the so-called low-pressure lamp – no news, right? That is deceptive. The technology is constantly undergoing innovative developments. Not without reason, because the technology still offers the most advantages for areas such as disinfection of packaging materials, disinfection of volatile organic compounds (VOC) in the air and water, odor degradation in the air, and surface activation.
Low-pressure lamps for surface treatment – packaging disinfection
The high-power UV low-pressure quartz lamp offers efficiency for the disinfection of packaging materials. Up to 40% of the electrical power is used as UV-C radiation 254 nm for applications such as the disinfection of water or exhaust air. But it is also used especially in the disinfection of packaging materials, because it delivers a comparatively high, efficient UV output. Especially with filling and packaging systems, which have a constant speed of the treadmill and keep running for a long time, its use pays off. The emitters consume comparatively little energy. Thus, electricity costs can be saved.
For example, a new development was presented to the market recently: The BlueLight® Hygienic System. Especially for use in filling lines for pasty, powdery and liquid foods, the system with low-pressure lamps offers the most powerful UV output of all the products on the market. Energy savings of up to 90% can be achieved compared to medium-pressure systems – and this with reliability in killing germs (3-log reduction). To reach this target, special high-power UV lamps were developed and tested on the reference germ Asp. Bras. This was done according to the Mechanical Engineering Industry Association (VDMA) regulations. The lamps have a service life of up to 5,000 hours.
Application in the food industry
The use of high-energy UV light reduces the bacterial load on packaging material surfaces by up to 99.9% to 99.999%. This significantly improves the shelf life of food such as yogurt, quark or milk. Only a few seconds of intensive, yet cold, UV light is enough to render spoilage pathogens – such as bacteria, yeast or fungi – harmless. The irradiation with UV light is – in comparison to chemical and thermal procedures – a particularly reliable, economical and, most of all, environmentally friendly and dry method. Therefore, it is suitable for the processing of organic products or milk powder.

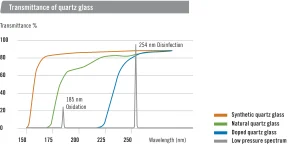
Ultraviolet light in the wavelength range of 254 nm is more energetic than the terrestrial UV light of the sun. This particularly short-wave UV light destroys the DNA of microorganisms. Viruses are inactivated within seconds, and microorganisms such as bacteria, yeasts and fungi are killed using an environmentally friendly method without adding chemicals.
For a whole range of microorganisms, the lethal dose of UV radiation is known, after which the cell can no longer maintain its metabolism and can no longer reproduce. Due to the cell wall structures, the lethal dose for the various pathogens varies. Bacteria such as salmonella and coli bacteria have a comparatively thin cell wall. They are, therefore, extremely UV-sensitive, can hardly shield the UV light and are very quickly inactivated.
The lethal UV dose is an important parameter for the design of a suitable UV solution. The speed of the machine, the geometry and shape of the packaging material – e.g., cup, can or sealing film – are further criteria for the design of an effective UV disinfection system. The required UV dose is calculated from the irradiance (intensity) of the lamp multiplied by the irradiation duration. The intensity of the UV irradiation, in turn, depends on the distance between the module and the packaging material.
In addition, the UV intensity of the lamp decreases with increasing operating hours. At the end of the lamp’s service life, there must still be a sufficiently high UV intensity to ensure a corresponding disinfection output and the necessary lethal UV dose within the defined irradiation time. Experiments with yogurt filling, for example, have shown that cups with a depth of 150 mm can be effectively sterilized within four seconds and sealing foil sterilized within two seconds with the same intensity.
UV disinfection is mainly used for food contact surfaces of packaging materials of acid-fresh milk products stored in the cold chain – such as yogurt or kefir – in order to improve their shelf life. Dairies benefit from significantly fewer returns of spoiled goods saving time, effort and money for their disposal.
Features of amalgam lamps
The long-life amalgam lamp is an extremely long-lasting, high-performance low-pressure lamp. It achieves up to 10 times the UV power density of classic low-pressure mercury lamps and can even be used at high ambient temperatures of up to 90°C. The lamp can be used in a wide range of applications. Amalgam lamps are also insensitive to temperature fluctuations. The unique long-life coating prevents the transmission loss of the quartz glass, which is annoying with conventional UV lamps, and keeps the UV output at a continuously high level. While the UV output of an uncoated UV lamp drops by 50% after only 8,000 hours of operation, amalgam lamps with long-life coating can achieve up to 90% of the UV-C output power even after 16,000 hours of operation (see chart on page 23).
The result is an almost constant disinfection effect over the entire service life of the lamp and the associated savings in energy, maintenance and service intervals.
Application in air disinfection
Microorganisms in the air – such as viruses, bacteria, yeasts and molds – occur particularly in highly frequented areas such as airports, medical practices, hospitals, etc. They endanger the health of people, contaminate raw materials or spoil food. UV radiation reliably reduces germs and improves hygiene and storage conditions.
In order to reduce the germ level in the long term, the germ-contaminated air can be disinfected in the supply air ducts.
Short-wave UV radiation, especially, has a strong bactericidal effect. It is absorbed by the DNA of microorganisms and destroys structure. In this way the living cells are inactivated.
Gain for the customer of a professional solution
A great benefit of using UV amalgam technology is the long life of the lamp, which reduces the maintenance effort – and this does not apply only to the UV lamp. The emitted radiation also keeps the air filters free of deposits. Consequently, filter replacement must also be carried out much less frequently, saving time and material costs.
UV experts also can use special tools to carry out a simulation in order to precisely calculate the UV requirement and then adjust the lamp design. This enables reliable disinfection of the air volume over a wide area.
Feature of ozone-generating NIQ lamps
The ozone-generating vacuum UV lamps ensure photooxidation in the 185 nm wavelength range and photolyze, destroy and neutralize the molecules of fats and odors. Lamps with long-life coating can allow an efficacy time of 10,000 hours, even in high-temperature environments up to 80°C.
If the fluorescent tube of the lamp is made of ozone-generating quartz glass, vacuum ultraviolet (UVU) radiation is additionally emitted at a wavelength of 185 nm. This can be increased by a suitable combination of different quartz materials and lamp technology, so that the VUV output is five times that of a classic low-pressure lamp with the same lamp dimensions. The synthetic quartz used in the construction of the lamp enables maximized 185 nm photon transmission, leading to maximized ozone emissions. Photolytically cracked molecules and ozone play an important role in reducing odors and VOCs in the air.
Application in odor reduction
High-energy UV photons can break down problematic compounds into environmentally friendly components. Vacuum UV radiation with a wavelength of 185 nm breaks down long-chain molecules by direct photolysis. At the same time, the UV radiation generates highly reactive free radicals like excited oxygen, ozone and OH from the surrounding air. They react with organic molecules such as fats or aromatic substances. The same process can be found in nature when pollutants are broken down in the air. UV oxidation is used, for example, to break down fats and odors in kitchen exhaust hoods, to reduce pollutants in industrial exhaust air, to clean wastewater or to clean surfaces.
For example, a corresponding solution consisting of a sugar beet processor was tested. During processing, sugar beets pass through various stations starting with sugar syrup, which is crystallized to later produce white sugar. Further processing then produces molasses. This manufacturing process, however, causes a very characteristic odor, which can be perceived over a long period of time and at a great distance – to the annoyance of the surrounding neighborhood.
After detailed calculations by the specialist staff, a significant odor reduction was achieved with a UV module with 16 high-performance amalgam lamps and the optimum arrangement of the lamps in the exhaust air duct – confirmed by the local authorities and delighting neighbors.
Surface activation with ozone-generating bulbs

Intensive UV light treatment can prepare surfaces to make coating processes more efficient. In the UV pretreatment of surfaces, special light sources are used that can generate high-radiation components in the low wavelength spectral range below 200 nm, usually with a high-energy radiation of 185 nm. A special feature is the so-called quartz reflective coating (QRC) reflector that ensures the UV radiation reaches the object to be emitted in an even more targeted and reliable manner.
Application for surface activation
High-energy UV photons are capable of breaking molecular bonds on irradiated surfaces. The open binding sites strive to achieve a chemically stable state as quickly as possible. The oxygen from the atmosphere, for example, or ozone formed by UV radiation from the surrounding oxygen, serve as reaction partners. The open bonds are saturated by atoms and radicals formed from them, and new compounds are formed on the surface.
As a result of UV treatment in a normal ambient atmosphere, the formation of hydroxyl, carbonyl and/or carboxyl groups can be detected by attenuated total reflection (ATR) and X-ray photoelectron spectroscopy (XPS) measurements. This gives the surfaces a higher polar character, which affects both the contact angle and the surface energy.
Especially in the coating and printing market, pretreatment is a real benefit because it is particularly important that the inks and varnishes can be applied in a matter of seconds to be resistant to scratches and abrasion, as well as solvents.
Gain for customer if going for professional solution
A high-quality UV radiation source with QRC allows a much more efficient UV output than an aluminum reflector. The reflectivity of QRC is higher at low wavelengths, and it is applied directly on the bulb. Therefore, the UV light is directly guided to the focal point without additional, potentially misted, surfaces – quartz-air, air-aluminum.
Conclusion
The advantages of UV technology are numerous including, but not limited to, energy and cost savings. Systems such as The BlueLight® Hygienic System offer powerful UV output, increasing the potential for maximum disinfection.
Contact: Wiebke Breideband, wiebke.breideband@heraeus.com