

Nathan Moore
Ph.D. candidate, University of Toronto
Erin Mackey
project manager and technical specialist, water and reuse, Brown and Caldwell, Inc.
Kati Bell
managing director of water strategy, Brown and Caldwell, Inc.
Selecting an ultraviolet light-based advanced oxidation process (UV AOP) for a specific application begins with a clear treatment goal (e.g., 90% destruction of 1,4-dioxane) and ends with manufacturer(s) recommending a UV reactor system that will achieve that goal for specified design conditions of flow, UV-T and background water quality. Among these points, there is the consideration of various factors that govern which reactor is most cost-effective from a capital and operations and maintenance (O&M) cost perspective.
The typical design engineer rarely has access to the models that equipment manufacturers use to determine the required size of equipment systems to meet treatment objectives. This can yield challenges for design engineers when the procurement processes required by many utilities often require competitive bids as part of the equipment selection process. This article aims to define common UV AOP bid language and terminology and clarify the approaches that are used in sizing UV AOP systems to support the designer in communications with manufacturers for UV AOP equipment sizing, selection and procurement.
Mechanism of UV AOP contaminant destruction
The mechanism of contaminant destruction by UV AOP is a combination of direct UV photolysis (UV light breaking down contaminants directly) and oxidation of contaminants by radicals (generated via the photolysis of the oxidant). To be effective, photons must be absorbed by the contaminant molecule and/or the hydrogen peroxide molecule. Generally, the most important factors impacting the efficiency of a UV AOP are UV transmittance (UV-T) of the water, scavenging characteristics (from nitrate, natural organic matter and alkalinity), pH, temperature and the activator chemical and dose.
Sizing UV AOP equipment systems
Considering that the water quality cannot be changed, the sizing of a UV AOP system is limited to two key factors: the UV dose (fluence) and the oxidant dose. Manufacturers utilize water quality factors, along with proprietary models, to determine the optimal UV AOP sizing and operation of their systems (applied UV dose and oxidant dose). These differing approaches can make direct comparison of the performance and costs of various UV AOP systems a difficult endeavor.
This difficulty is primarily because of the determination of UV dose, which, with respect to a full-scale reactor, is the reduction equivalent dose (RED). Thus, UV dose is normalized (or weighted) by the chemical or biological actinometer such that there are many different types of UV doses (e.g., MS2 dose, NDMA dose, H2O2 dose, atrazine dose, etc.). Because most practitioners are accustomed to the term UV dose as it relates to disinfection, there can be confusion because the same reactor under identical flow conditions can have different delivered UV dose values based upon the target contaminant.
There are two general approaches that have arisen in development of UV AOP equipment sizing. The first is development and use of a reactor-specific deterministic model that uses an empirically measured scavenging factor (dependent upon site-specific water quality) to determine combinations of UV and oxidant doses that will meet the treatment objective. The second is a purely empirical approach that leverages a laboratory data set to determine the minimum UV dose and oxidant concentration required to achieve the treatment objective, coupled with a reactor validation using the target contaminant as the actinometer. In either case, the manufacturer will need water quality data and the treatment objective to size a reactor and develop a cost proposal.
Deterministic modeling using a scavenging factor
Because of the challenges of actinometry at high UV REDs, some manufacturers have developed deterministic models that account for the many factors that must be considered in sizing a UV AOP reactor. These equations account for the kinetics of photosensitized reactions where UV light is absorbed by an oxidant to form a radical R∙ (e.g., OH∙), which then reacts with a contaminant. These radicals may also react with scavengers and, when a steady state approximation is applied, the kinetics can be simplified considerably:
R = SF × n × RB
In this equation, R is the rate of contaminant degradation, SF is the scavenging factor (s-1), and n is the number of RB radicals formed from the photolysis of oxidant activator, B (Collins and Bolton, 2016). In this approach, the scavenging factor is determined experimentally according to methods such as those outlined in Rosenfeldt and Linden (2007).
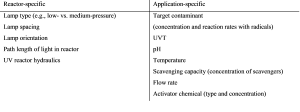
In this approach, the manufacturer combines water quality information (Table 1) with a reactor model to calculate contaminant destruction across the reactor. Manufacturers who use this approach can quickly assess the range of operating conditions that are needed using the model and the laboratory-determined scavenging factor. The benefit of this approach is that the model can be used to assess the impact of changes in the site-specific scavenging factor on equipment sizing and required oxidant dose.
Minimum UV and oxidant doses
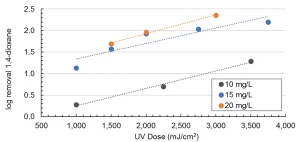
Water samples from a specific site can be used in collimated beam testing to evaluate a matrix of UV REDs and oxidant doses to determine the minimum required UV RED and oxidant doses required to meet the performance objective for a target contaminant (Figure 2). The minimum required values to achieve the desired treatment objective then can be used for equipment sizing based on the manufacturer’s UV validation models.
Because the relationship of log removal as a function of UV dose is linear, Bircher (2011) introduced the dose per log (DL) concept, which some manufacturers have found useful in the scale-up of bench-scale results to full-scale UV reactors. However, the UV dose calculations for these applications do differ from disinfection applications. In the AOP application, the UV dose required per log removal is calculated based on the absorbance of the oxidant or target contaminant.
Thus, DL is a water quality parameter describing the number of photons needed to be absorbed by the activator chemical to destroy 90% of the target contaminant in a site-specific water. It is proportional to the number of photons required to be absorbed by the activator and can be used as a relative indicator of how easy it is to achieve the treatment objective for various contaminants in a site-specific water. For example, a more recalcitrant target contaminant will require more radicals in order to be degraded and thus will have a higher DL. Anything in the water that interferes with the AOP (e.g., radical scavengers) will lead to a higher DL.
Because the DL is solely a property of the water being treated (including the target contaminant and activator chemical), the DL calculated using a lab- or bench-scale test will be the same as the DL for a full-scale reactor treating the same water.
Operations cost of a UV AOP system
The initial equipment capital is only part of the cost that should be considered with respect to budgeting and selecting a UV AOP system. There are annual O&M costs that include cost of electricity consumption and demand charges, chemical oxidant, replacement parts and O&M labor. While the approach to conducting a full life-cycle evaluation of a UV AOP system is similar to a UV disinfection system, which has been presented elsewhere (Bell and Goldman, 2015), there are differences in calculation of annual power and oxidant costs that are worth highlighting here.
Because UV AOP involves a considerable input of electrical energy, the cost of electricity may become a major factor in the overall treatment costs and selection of a system. There are figures-of-merit that have been developed to reflect the efficiency of a given reactor in terms of the electrical energy in driving the degradation processes (Collins and Bolton, 2016). First is the concept of electrical energy dose (EED), which is defined as the electrical energy (kWh) consumed per unit volume (e.g., 1 m3 or 1,000 gal) of water treated. Electrical energy per order (EEO; Bolton, et al. 2001), recommended by the Photochemistry Commission of International Union of Pure and Applied Chemistry (IUPAC), also has been widely used.
EEO describes the efficiency of a UV AOP technology as the amount of electricity needed to be given to the lamps to produce enough radicals to ultimately destroy 90% (1-log) of the target contaminant in a unit volume of water. The term is typically expressed in units of kWh/m3-log or kWh/kgal-log. It is notable that EEO is not the same for every UV reactor or every water for a given reactor.
Rather, it depends on several reactor- and application-specific factors, including the hydraulic and optical design of a reactor, which also affects the AOP efficiency, and, thus, EEO and power cost. Importantly, the EEO for a system is also specific to the type and concentration of the activator chemical used because different chemicals absorb photons, produce radicals and scavenge radicals with different efficiencies.
Therefore, to use the DL to arrive at an EEO the manufacturer or utility would need to do collimated beam testing on a representative water sample to determine the contaminant degradation as a function of UV dose, noting that the method for calculating UV dose varies by lamp type (low- vs. medium-pressure), as is well described elsewhere (Bircher, 2015). The DL is the inverse slope of the graph of UV dose vs. log contaminant destruction.
The manufacturer then would use a reactor model to calculate the UV dose applied through the reactor and combine that with the DL to calculate the size and cost of the proposed reactor for treating the utility’s water. However, if a manufacturer instead opts for full-scale testing using water from the installation site, which is generally impractical, it is not necessary to explicitly determine the DL since it will be accounted for when measuring how much UV power is needed to destroy the target contaminant in that water.
Case studies
Ultimately, regardless of the sizing approach used, site-specific water quality information is necessary to size and design a UV AOP system. The following section highlights two case studies demonstrating how theses approaches have been successfully applied for different UV technologies to design and operate full-scale UV AOP systems.
Celina, Ohio, Drinking Water Treatment Plant (WTP)
The Celina, Ohio, WTP’s source water can be high in algal toxins, such as microcystin, as well as the taste and odor compounds 2-methylisoborneol (MIB) and geosmin.
A Calgon Carbon Sentinel® UV AOP system was installed in 2017 to provide an additional barrier for these compounds, as well as for virus disinfection. The system – consisting of two trains, each with two Sentinel® 12 UV reactors – can be run in disinfection mode for 4-log virus inactivation or AOP mode for microcystin or MIB treatment. Each UV reactor has three 4-kW medium-pressure UV lamps and is designed to treat three MGD with four to 15 mg/L of hydrogen peroxide added when in oxidation mode. The control strategy uses the UV sensitivity or DL in the equation for the reactor developed in validation.
Where logi is the log removal of microcystin or MIB or the log inactivation of virus, UV-A is the UV absorbance of the water, S/S0 is the relative lamp output as measured by the UV sensor and Q is flow.
For AOP, DL is dependent on the water quality but independent of reactor technology or hydraulic efficiency and is calculated from the UV absorbance (as a proxy for TOC), pH and concentration of dosed hydrogen peroxide. This equation can be used for AOP because the peroxide-weighted fluence (dose) is approximately equal to the germicidal weighted dose.
Terminal Island Water Reclamation Plant (WRP)
The UV AOP for the Terminal Island WRP uses two K143 12/17 UV reactors manufactured by Xylem-Wedeco. Each reactor is partitioned into 17 rows of 12 lamps in series. The reactors were designed using the DL method for reduction of 1,4-dioxane with a target of 0.5-log 1,4-dioxane reduction. Knowing the DL from the bench- and pilot-scale testing allows selection of a real-time UV dose. The algorithm used for the K143 has been verified by computational fluid dynamics and confirmed with collimated beam testing.
As noted, water quality is important given the potential for scavenging of hydroxyl radicals, and to monitor delivery of UV dose, the system controller uses UV intensity, UV-T and flow to calculate the power input required to achieve the target UV dose.
Recommendations for UV AOP specification
Several different approaches and terms are used in the design and sizing of UV AOP systems. Regardless of the approach, it is important to capture both the equipment capital and the O&M costs to reflect the total lifecycle cost of a UV AOP system for meeting a given treatment performance objective.
An equipment specification can be developed to support bids using multiple approaches by defining the treatment objective, e.g., 0.5-log removal of 1,4-dioxane, and allowing the UV vendors to size their equipment to meet this requirement. Once the cost proposal has been obtained for a manufacturer-sized system, the engineer can utilize liquidated damages or other performance guarantee approaches to ensure that the power consumption and hydrogen peroxide doses for the UV AOP operations do not exceed the manufacturer’s bid for power consumption or oxidant dose (i.e., the owner’s costs do not exceed the guarantee specified in the bid). n
The authors gratefully acknowledge Calgon Carbon Corporation and Xylem-Wedeco for providing the case studies presented here.
Contact: Nathan Moore, Nathan.moore@mail.utoronto.ca; Erin Mackey, emackey@brwncald.com; Kati Bell, kbell@brwncald.com
References
Collins, J., Bolton, J.R., 2016. Advanced Oxidation Handbook, 1st ed. American Water Works Association, Denver, CO. doi:10.1002/9781118131473.ch18
Rosenfeldt, E.J., Linden, K.G., 2007. The ROH,UV concept to characterize and the model UV/H2O2 process in natural waters. Environ. Sci. Technol. 41, 2548–2553. doi:10.1021/es062353p
Bircher, K., 2011. Using UV Dose Response for Scale Up of UV/AOP Reactors. IUVA News 13, 13–21.
Bell, K.Y., Goldman, J.E., 2015. Equipment Selection, Facility Design, and Project Delivery, in: Ultraviolet Disinfection for Wastewater – Low-Dose Application Guidance for Secondary and Tertiary Discharges. IUVA/WEF Special Publication, p. 210.
Bolton, J.R., Bircher, K.G., Tumas, W., Tolman, C.A., 2001. Figures-of-merit for the technical development and application of advanced oxidation technologies for both electric- and solar-driven systems (IUPAC Technical Report). Pure Appl. Chem. 73, 627–637. doi:10.1351/pac200173040627
Bircher, K., 2015. Calculating UV Dose for UV/AOP Reactors Using Dose/Log as a Water-Quality Metric. IUVA News 17, 19–24.