

IUVA Food and Beverage Safety Working Group
Peter E. Gordon VP of sales and marketing, Cudoform Inc.
Instead of publishing our typical single-topic, short article, the Food and Beverage working group is offering the questions and answers session from our recent November 2, 2021, webinar, “Advancing the Utilization of Germicidal UVC in Food Processing.” The moderator of the webinar was Dr. Tatiana Koutchma of Agriculture and Agri-Food Canada / Government of Canada, and the talks were presented by our world-class lineup of speakers: UVC Tunnels and Conveyor Belts, Dr. Danny Bayliss, Campden BRI; Air Treatment in Food Processing Facilities, Dr. Jaromir Bilek, Jenton Group; and Water Treatment Solutions to Reduce E. coli and Listeria in Food Applications, Molly McManus, Aquisense Technology.
What is the typical dosage used?
This really depends on several factors, such as the target microorganisms, the surface topology of the item being treated, the target log reductions and the item’s susceptibility to UVC light. If we look at smooth surfaces, like plastic, designers could be looking at low dosages, such as 10 mJ/cm2 or possibly lower, which may be able to achieve 1 to 3 logs for common vegetative pathogens. If the dose is really ramped up, then 3 to 5 logs is achievable. It is not uncommon to produce 150 to 200 mJ/cm2, in the case of trying to tackle some very UV-resistant molds. Food applications can range from 40 to 300 mJ/cm2, depending on the target species and the surface roughness. There tends to be an increase in log kill for increasing dosage up to a certain point, then the reductions tend to plateau and the increasing the dose will not provide sufficient returns. Determining this cut-off level to ensure sufficient dose is delivered, but not so high it might cause quality issues with the product, is a key design activity.
Can using a diffuse reflective media like Porex Virtek PTFE help reduce shadowing?
Hard to definitively know, but designers could anticipate that if the light reflections were higher and the material maintained higher intensities of the light at more angles than solely emitted from the lamps, then use of the material may help to reduce surface topography shadowing. To answer this with more confidence, the concept would need to be tested to see if the extra reflections make a substantial difference in the microbial reductions. Two areas to note for an application inside food tunnels would be the properties of the material and how it is applied in tunnels. The materials would have to comply with relevant food-contact material requirements to display the right performance. It’s also important to assess how the material is secured to the surfaces inside the tunnel so no microorganism can get behind the material and be blocked from adequate cleaning, creating a pathogen reservoir.
How does UVC affect the fruits at a visual level or their taste? Is there any damage from UVC?
The value of UV fluence is a critical factor that determines effects of UV treatment on fresh produce. Typically, the range of UV doses that are effective against microorganisms don’t cause any changes in visual appearance or smell. Some micronutrients – such as vitamins C, D and B – can be sensitive to UV light, but careful calculations of UV dose will avoid vitamin destruction.
For conveyer belt-type tunnels, is there an efficacy difference between UVC lamps parallel to the transport direction vs. perpendicular alignment for equal irradiances?
Parallel vs. perpendicular placement of lamps is a balance of the needs and specification of the system with the factory floor and layout. Lamps that are parallel to the product flow have a longer treatment length so, depending on the final dose, the number of lamps may be reduced. The belt width may not be wide enough or may be too wide for the lamps to have a perpendicular orientation; adding another lamp in parallel allows finer adjustments of the belt width to meet specifications. The challenges with parallel lamps are the light reflection and uniformity across the conveyor surface. These may fluctuate slightly, so it is important to identify low-light zones across the surface.
Lamps that are perpendicular should have more consistency of light intensity across the belt (check to ensure the lamps have a consistent length output) so a designer may need more lamps, depending on target dose and speed of the belt when compared to a parallel placement. The belt width needs to be consistent with lamp length, which may be limiting depending on factory floor space and zonal transfer area requirements. If a lamp was to break for a perpendicular orientation, it still may be operated if it was validated with fewer lamps or a lower dosage. A parallel operation will require a line stoppage, a lamp change and then a test to confirm the intensity and dosage delivered by the system are correct.
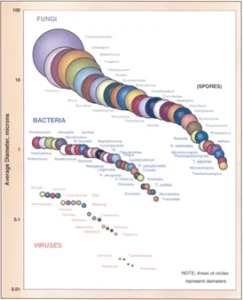
Is there a difference for airborne viruses or spores that are less than 200 nm in diameter?
Spores physically are much larger than viruses – typically 10x to 100x larger – as shown in Image 1. Therefore, spores typically require a much higher UVC dose than that required by viruses to achieve similar inactivation rates.
Is it more effective for a system to use rollers to constantly reposition the target relative to the positioning of the lamps vs. a static system?
The main focus for any effective UVC system is to maximize the surface exposure of the item being treated. If only 50% of the surface can be exposed to the light, but 100% kill could be guaranteed, only a 0.3 log reduction will be achieved. Both methods have their merits and limitations, but if the same final dose can be delivered to the target organisms over a short time period, then one method is not more effective than the other. The challenges with each method would include belt length – the belt may require double the length to ensure the target dose is achieved to surface areas of the product shadowed by the belt for the first half of the process – and optimized dosage – dosage should be optimized for the lower lamps with all of the interfering support structures. Using a belt, however, allows users to more easily place a UVC sensor down system to get a measure of the dosage, and more delicate products, which would be compromised by the rolling, can be handled. The rolling system does not suffer from light blockages because the lamps are positioned above the product, but measuring the dosage delivered to the worst-case surface area during production is more challenging.
Data have shown that air disinfection can decrease surface contamination. Are there any studies showing the reverse? Do surface microbes launch into the air with perturbations, and can surface decontamination reduce that effect?
We do not know of any studies that demonstrate pathogens jumping host surfaces via an airborne vector. Typically, pathogens are locked into place on food processing and food packaging surfaces due to such physical anchors as biofilms, irregularities within the surface quality and gravity. Significant force would be necessary to dislodge the contamination.
Is ozone generated with 254 nm lamps?
The quality of glass / quartz envelope determines the level of ozone generated by mercury low-pressure lamps. UVC lamps made of a good-quality quartz of a correct grade do not generate ozone. The emitted wavelength of 254 nm does not generate ozone in air.
Does ozone formation occur in oxygenated water?
Conventional mercury-vapor lamps (low pressure and medium pressure) will generate ozone from their low wavelength emissions – unless a filtered quartz sleeve is used. The level of ozone produced may or may or not be helpful for practical antimicrobial purposes, unless a system specifically is designed to do so.
How can users tell if the lamp energy is reduced or if the detector response is falling off?
UV intensity sensors commonly are used in traditional systems and in some UVC LED systems. They enable users to monitor the operation of their system by measuring the UV intensity, which is a combination of lamp degradation, UV-T reduction and fouling. From this input, lamp energy reduction can be deduced. As for judging whether the sensor is bad, eliminate other possibilities (lamp failure, low UVT, power loss, etc.) and then check with the sensor manufacturer for troubleshooting.
The questions generally track the order of the presentations in the webinar, which was recorded and is located on the IUVA web page at https://iuva.org/UV-Solutions-for-Food-and-Beverage.